The Poka-Yoke and its applications
Poka-Yoke is a Japanese term that means “mistake-proofing” or “error prevention”. It refers to a set of techniques or devices used to prevent human errors in manufacturing or other processes. The main goal of Poka-Yoke is to make it impossible for mistakes to happen, or at least significantly reduce the chances of them happening.
The history of Poka-Yoke
The concept of Poka-Yoke was first developed in the 1960s by Shigeo Shingo, a Japanese engineer and consultant who played a significant role in developing the Toyota Production System (TPS), which is the foundation for lean manufacturing.
Shingo’s work on mistake-proofing became a key part of the TPS, which was designed to eliminate waste (known as “muda” in Japanese) and improve quality in production processes.
Shigeo Shingo realized that detecting mistakes after they occur and fixing them was inefficient. Instead, he focused on designing processes, equipment, and tools in a way that prevented mistakes from happening in the first place, leading to the creation of Poka-Yoke.
It all started with a simple mechanical device designed by Shingo. This device became one of the earliest examples of Poka-Yoke in action. He suggested a mechanical fixture that would ensure the part could only be placed in the correct orientation before it was inserted into the machine. This fixture would physically block any incorrect alignment, making it impossible for the operators to insert the part incorrectly. It effectively prevented the failure before it could even occur, making the process more efficient and reducing defects.
The beauty of this story lies in Shingo’s ability to think outside the box—he wasn’t focused on fixing the problems after they occurred but instead was driven by the idea of eliminating the possibility of errors in the first place.
Types of Poka – Yoke Inspection system
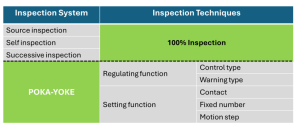
With regulating function of Poka -yoke, there are two way in which mistakes can be corrected:
- Contol type – when poka – yoke is activated, the machine or manufacturing line shuts down so the problem can be fixed (so it stops the line until the error has been corrected).
Example: Assembly Line using fixtures: In a product assembly line, an operator tries to place the wrong part in a specific spot or a good part but not in a proper orientation (e.g., placing a left-side part on the right side or the product upside down into the fixture). Once the mistake is detected, the machine or assembly line stops – does not move the fixture forward- until the operator corrects the error, ensuring that no defective product continues down the line.
- Warning type – when the poka -yoke is activated, a buzzer sounds or a lamp flashes to alert the operator (it allows the line to run, if operator does not respond to the warning)
Example: Sensor on a Conveyor Belt: Imagine a conveyor belt that moves products to different stages in an electronics assembly process. A Poka-Yoke system might be set up with a sensor to detect if a part is missing or improperly aligned. When the sensor is triggered, it activates a buzzer or flashing light, notifying the operator.
With setting functions of Poka-yoke, there are three types of contol:
- The contact method identifies defects by whether or not contact is established between the device, fixure and the product (shape, dimension).
Example: Fixture for Proper Part Alignment, in the assembly of for example an electronic device, a Poka-Yoke system could involve a fixture that checks whether the parts fit correctly into a slot. The fixture will only allow the part to enter the slot if the contact is made in the correct position.
- The fixed – value method determines whether a given number of movements is made.
Example: A product requires four screws to be instered. After the operator inserts the 4th screw, a light turns on, or a sound signals that the required action has been completed. If the operator attempts to insert more or fewer screws, the system will immediately alert them.
- The motion-step method determines whether the established steps or motions of a procedure are followed.
Example: Assembly Station with Predefined Steps, in a process where multiple steps are needed to assemble a complex product, a Poka-Yoke system could be used to ensure that each step is completed in the correct order. Or a fixture desing can provide only a properly assembled part is allowed to go to the next operation, or a sensor that detects missing operation (missing screw from one of the previous operations) or extra operation (extra screw inserted) performed.
Benefits of using Poka-Yoke
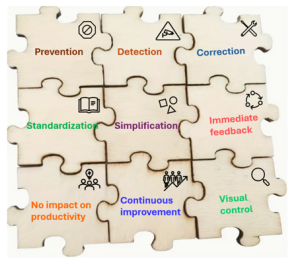
- Prevention (Error Prevention)
The main goal of Poka-Yoke is to prevent errors from happening in the first place. This principle revolves around designing processes, tools, and systems in such a way that errors cannot occur or are extremely unlikely to happen.
Example: A part can only be assembled in one way due to its unique shape or a specific orientation, preventing the possibility of incorrect assembly.
- Detection (Error Detection)
If an error does occur, the system should immediately detect it, stopping the process or signaling the operator to correct the mistake. Detection often involves sensors, alarms, or visual signals to alert operators to potential issues.
Example: A sensor detects if a part is missing from an assembly line, stopping the process until the missing part is inserted.
- Correction (Error Correction)
Once an error is detected, Poka-Yoke systems should allow for quick correction of the problem. This could be through automatic feedback, error reports, or interventions that immediately correct the error.
Example: In an assembly process, if a part is incorrectly installed, a mechanism might automatically adjust or reject the faulty product, or prompt the operator to correct the mistake.
- Standardization of Processes
Poka-Yoke emphasizes creating standardized work processes that reduce variability. This means defining clear, repeatable steps in a process that leave little room for errors.
Example: Using color-coding or labeling to standardize how parts are identified and assembled, ensuring the correct part is used every time.
- Simplification
One of the central principles of Poka-Yoke is simplifying tasks to make them as error-proof as possible. The easier it is for operators to follow the process, the fewer opportunities there are for mistakes.
Example: Using clear, simple instructions or tools that guide the operator through a process, such as a jig or template, making it physically impossible to assemble a product incorrectly.
- Immediate Feedback
Providing immediate feedback is critical to the Poka-Yoke approach. When an error is detected, operators or machines need to be notified right away so they can correct the issue before it moves down the production line.
Example: A light or audible alarm goes off if a part is missing or if assembly is not completed properly, alerting the operator to take corrective action.
- No Impact on Productivity
While Poka-Yoke focuses on error prevention, it’s important that implementing error-proofing techniques doesn’t slow down production. The goal is to create solutions that integrate seamlessly into the process without causing unnecessary delays.
Example: A simple design change that ensures a part can only be inserted in one orientation without needing additional steps from the operator.
- Continuous Improvement
Poka-Yoke is closely related to the principle of Kaizen, or continuous improvement. It encourages ongoing evaluation and improvement of processes to eliminate opportunities for errors as they arise. As new mistakes or inefficiencies are discovered, the Poka-Yoke system evolves to address them.
Example: Regularly reviewing and refining processes, tools, or training based on error reports and feedback from operators.
- Visual Controls
Visual controls are a simple yet effective way to guide operators and operator in identifying mistakes or inconsistencies in the process. By making key information visible, operators can quickly spot errors before they escalate.
Example: A red light on a machine that turns on when a part is installed incorrectly, serving as an instant visual alert to the operator.
Shingo’s Legacy
Shigeo Shingo’s contributions to lean manufacturing, Toyota Production System (TPS), and his work on Poka-Yoke had a profound and lasting impact on the world of manufacturing. His approach to quality and process improvement was revolutionary at the time and is still used today across industries globally. Through simple, practical, and innovative solutions, Shingo showed that quality and efficiency don’t always require complex systems or large-scale changes—they can often be achieved through small, thoughtful innovations.
Source: A Study of The Toyota Production System from an Industrial Engineering Viewpoint by Shigeo Shingo